Modular waste heat boiler
Modular waste heat boiler
Introduction/What is TO
Modular Waste Heat Boiler is based on the principles of thermodynamics and heat transfer. It is specifically designed to recover waste heat generated during industrial processes—such as high-temperature flue gas, exhaust, and steam—and convert it into usable thermal energy, such as steam, hot water, or electricity.
Its core concept is to efficiently integrate waste heat recovery with steam or hot water production through a modular design, enabling energy reuse, emission reduction, and enhanced system flexibility.
theory
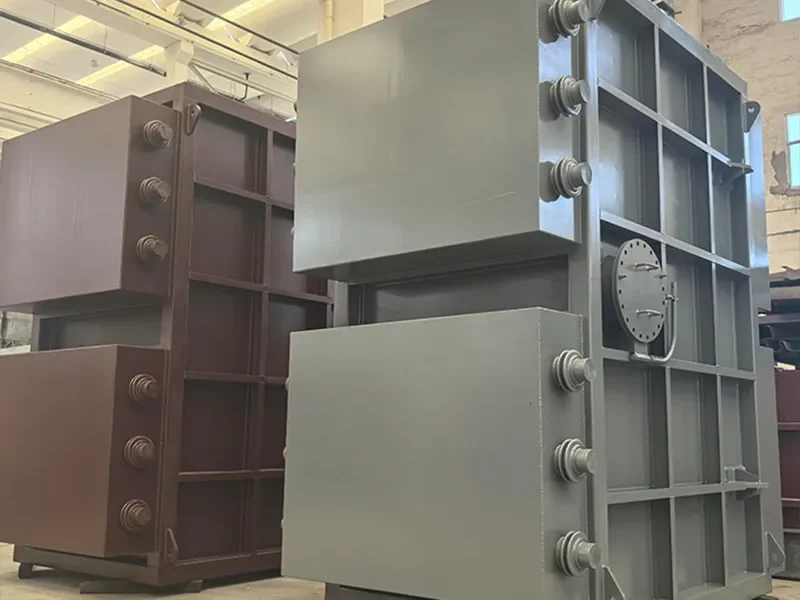
The boiler system consists of multiple functional modules—such as high-temperature heat exchange sections, low-temperature condensation units, dust removal, and flue gas purification modules—which can be flexibly configured based on specific industrial operating conditions. Heat is transferred to the water medium through high-efficiency exchangers (e.g., finned tubes, shell-and-tube heat exchangers), converting it into industrial-grade steam or hot water. The system is designed to achieve heat recovery efficiencies of 85% or higher.
The modular design simplifies installation and commissioning, while also supporting phased capacity expansion and easier maintenance. Each module can operate independently or be seamlessly integrated with other energy systems (such as incinerators or waste heat power generators), enabling a flexible and efficient energy recovery solution.
Widely used in high-temperature, high-load industries such as steel, chemicals, power generation, cement, and waste incineration, modular waste heat boilers play a key role in advancing green manufacturing and energy conservation.
RUIDING SMART MANUFACTURING, MEETING SAFETY STANDARDS.
Modular waste heat boiler
ADVANTAGES
Steam–Air Synergy for Energy Efficiency
Integrated with an air preheater module, the system uses feedwater residual heat to warm incinerator air—simultaneously meeting steam output and hot air requirements for combustion.
Split-Module Design for Outdoor Deployment
Features a horizontal fire-tube evaporator combined with water-tube superheater/economiser modules. Optimised for outdoor installation, improving installation and maintenance efficiency by 30%.
Stable Low-Pressure Superheated Steam Supply
Three-stage heating surfaces—evaporation, superheating, and economising—work in tandem to deliver 13.8 t/h of low-pressure superheated steam at 220°C, ideal for small-scale incineration energy needs.
Modular waste heat boiler
Item example