Cavity Membrane Wall Boiler
Cavity Membrane Wall Boiler
Introduction/What is TO
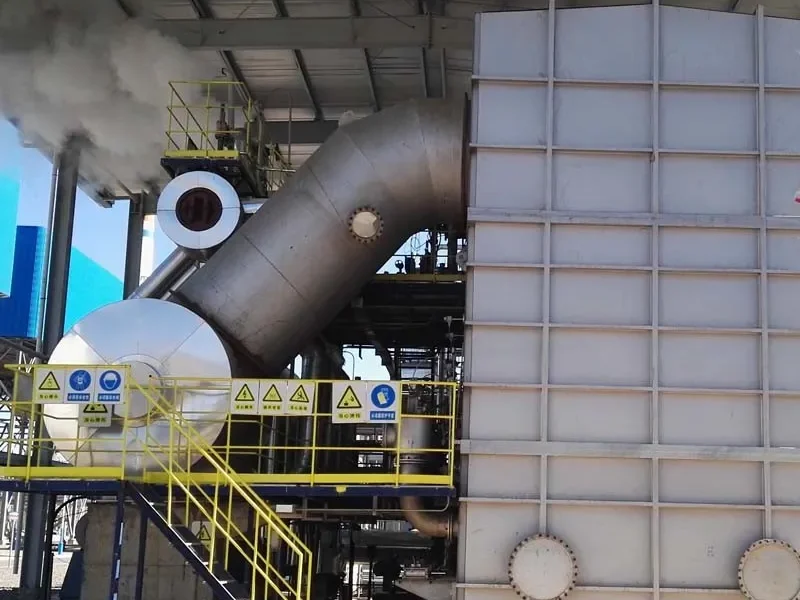
Cavity Membrane Wall Boiler uses a sealed cavity with membrane water walls to efficiently recover heat from high-temperature, corrosive, and dusty industrial flue gases. It combines radiant and convective heat transfer to improve energy recovery and system stability.
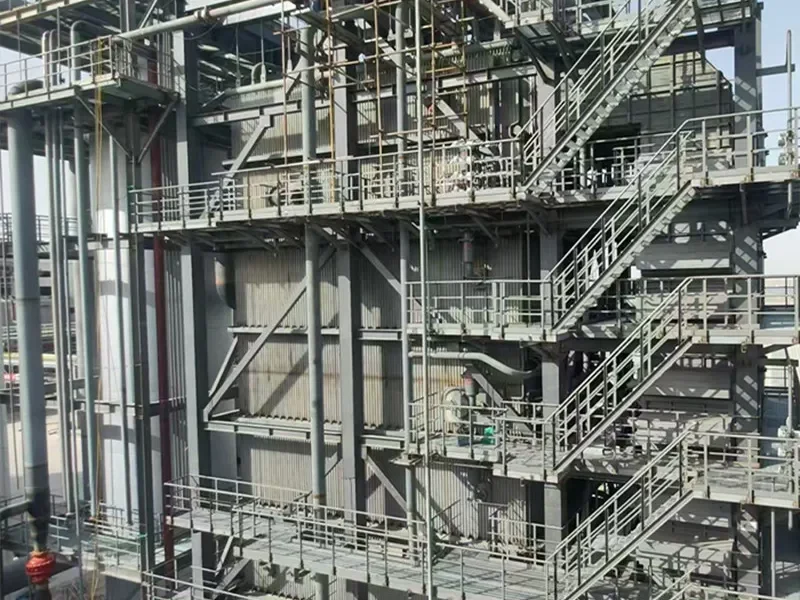
High-efficiency boiler with advanced membrane water wall design; thermal efficiency >90%, reducing fuel consumption. Compact and durable under high pressure and temperature—ideal for chemical plants and power stations. Modular design ensures easy maintenance, with intelligent controls for precise steam delivery and lower operating costs.
theory
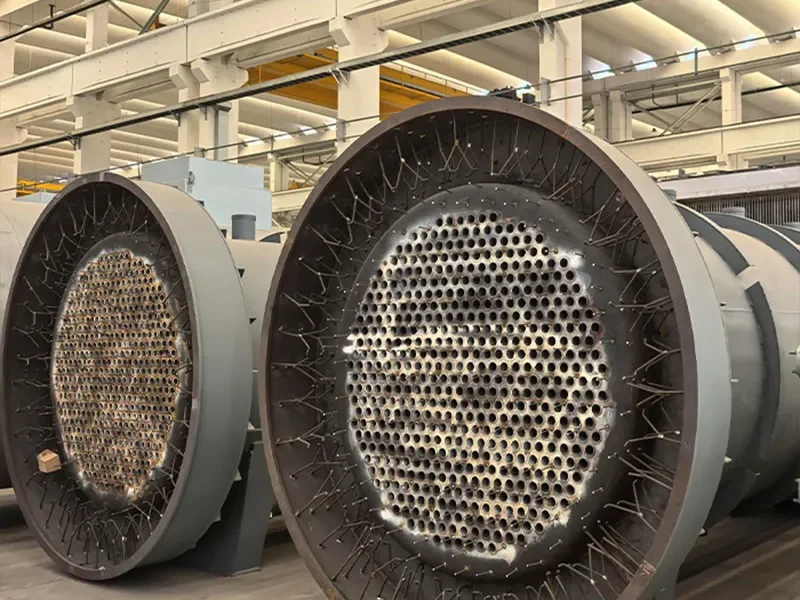
The inner walls of the boiler cavity are lined with high-strength membrane water walls, enhanced by turbulence-promoting flow channel optimisation to improve heat transfer. Combined with a dual-channel superheater isolation design and a cross-chamber spray cooling system, the boiler achieves precise thermal control of high-temperature flue gas, preventing issues such as overheating and corrosion.
Compared to traditional designs, the cavity membrane wall boiler offers superior thermal stress relief and deformation resistance under high heat intensity. Its modular structure allows for easy installation and maintenance, while offering high compatibility with waste heat recovery units and flue gas treatment systems.
The boiler adopts a chamber-type radiant heat transfer configuration with membrane water walls, integrating dual-channel superheater separation and cross-chamber spray cooling control. This enables accurate thermal management of high-temperature flue gas. Flow path optimization creates turbulent conditions that enhance heat exchange efficiency. Built with high-temperature and corrosion-resistant materials, the system is well-suited for dusty and corrosive industrial gas environments. An integrated intelligent control system dynamically adjusts thermal parameters to ensure stable and efficient operation.
RUIDING SMART MANUFACTURING, MEETING SAFETY STANDARDS.
Cavity Membrane Wall Boiler
ADVANTAGES
Structural Innovation
Replaces traditional refractory walls with membrane water walls, reducing boiler weight by over 30% and improving airtightness—minimizing heat loss from air leakage.
Custom Design
Offers flexible configurations like SZS double-drum membrane structure, cutting installation time by 40% and lowering steam cost to under RMB 130/ton.
Supports skid-mounted mobile boilers for temporary or distributed energy, and panel-mounted options for mid- to large-scale systems.
High-Temp Material Technology
Withstands flue gas up to 1200°C with enhanced corrosion resistance (2×) and 15+ years of service life.
Silicon carbide-lined chamber reduces erosion from hot gases.
Smart Control & Maintenance
Integrated PLC and IoT system enables real-time monitoring with 98%+ fault prediction accuracy.
Supports remote combustion tuning, cutting overall energy use by 12–18%.
Cavity Membrane Wall Boiler
Item example